启东市东方液压件有限公司
专业生产:马达轴向柱塞泵,定量轴向柱塞泵,液压机专用柱塞泵 ,变量轴向柱塞泵
网站首页
关于我们
新闻动态
产品展示
品质保证
客户服务
技术资料
人才招聘
在线订购
联系我们
·
轴向柱塞泵
·
油泵电机组
地址
:
启东市经济开发区海洪工业园灵峰路718号
电话
:
0513-85393983
手机
:
13706283978
联系人
:
王辉
电子邮箱
:
qddfyyj8@126.com
您现在的位置:
网站首页
-
新闻动态
轴向柱塞泵的检修步骤
发布时间:
2021/4/10
1.第一阶段步骤
1)检修所需的材料均已准备完毕,备件经过验收合格。
2)在停机之前,测量往复泵的流量,出口压力值,各个测量点的振动值,轴承的温度值,润滑油的温度值,并全部记录在检修记录上,作为检修资料存档。
3)按操作规程停机,切断电动机的电源。
4)关闭出、入口阀门,确认泵腔内的压力为零。
5)将内的物料吹扫干净,并进行氮气置换,化验合格为止。如果泵内的介质是三乙基铝这样的物料,要用专用的油品进行置换,并排放到指定地点,操作人员要佩戴防护服。
6)排放出
轴向柱塞泵
内的润滑油,将润滑油装人指定的桶内。
2.第二阶段步骤
1)拆卸流量控制系统的电线接头,或者是气动连接管线。流量调节信号在控制室发出,冲程的调节有电动的,也有气动的。在现场也可以手动调节。
2)拆卸电动机与轴向柱塞泵的联轴器保护罩,拆卸联轴器。
3)拆卸十字头组件,检查十字头、十字头销轴、十字头与滑板的配合情况,是否有磨损。
4)拆卸N型轴与柱塞连接的螺栓,拆卸N型轴组件,检查 N型轴及轴套是否有磨损。
5)拆卸蜗轮、蜗杆的轴承,检查蜗轮、蜗杆的齿轮磨损情况。
6)拆下单向阀的连接管线,拆卸出、入口单向阀。
7)拆卸液压腔的固定螺栓,拆下液压腔,取出密封件,密封件为橡胶材料。
8)用工具拆卸填料和填料挡环。
9)在填料和挡环拆下来之后,清洗填料函,如果有填料粘附在填料函内,先用粗砂纸将其除去,再用细砂纸抛光处理。
10)将柱塞和柱塞套拆卸下来。
11)检查柱塞的磨损情况,用千分尺测量柱塞的外径,确认是否磨损。测量 柱塞套的内径,确认是否磨损。
12)各个部件清洗以后,进行检验测量,合格以后才能安装。
安装过程不再详细叙述,下面说明安装过程中的几个关键步骤。
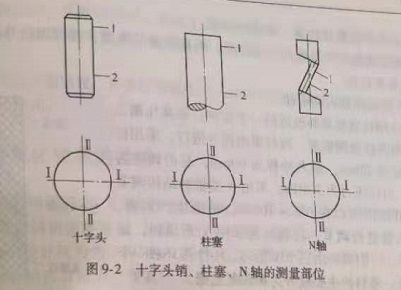
1)十字头销、柱塞、N轴的测量部位如图2 所示,在拆卸之后和修复安装之前,分别测量数据,将测量结果填写在表1内。
2)蜗轮和蜗杆的轴向窜量调节,即调节橡胶 图3中的c值,蜗杆的轴向窜量为0.15mm,蜗轮的轴向窜量为0.08~0.10mm,在检修前和检修后分别测量该值,并填写在检修记录内。
3)在安装填料时,可用润滑油涂抹在填料表面,每一个填料环分别装人填料满内,然后上紧盖。填料为方形的芳纶材料。不同的应用场合,填料的结构型式和材质是不同的。
4)安装单向阀时,要确认出、入口阀的方向,在安装之前,可以用煤油试涮。
5)如果是隔膜形式的轴向柱塞泵,隔膜作为易损件,第次检修时都要抽更换新隔膜。
6)安装液压缸,按给定的力矩拧紧螺栓。
7)安装联轴器并找正,安装防护罩。
8)安流节系统的气动线,电器系统的电缆,按模拟信号,检查流量控制系统是否好用。
9)在油箱内加人润滑油。
下面介绍
轴向柱塞泵
填料改进的一个实例;某高压聚乙烯装置,用丙烷做调整剂,丙烷泵由国外进口,采用轴向柱塞泵。缸径为25mm,最大冲程为60mm,泵的转速为200r/min,出口压力为30MPa。采用N型轴的结构调节冲程,调节范围可以在0%-100%。根据生产需要,随时对注人量进行调节,柱塞密封采用V形填料,如图9-4 所示,一组填料由三个V形环、一个压环和一个支撑环组成。填料的主要成分为聚四氟乙烯。
开工以后,经常发生填料泄漏故障,只得依靠频繁的更换填料来维持生产。进口填料一套一万多元,费用高,每次拆卸时都会有丙烷漏出,造成环境污染。
原因分析:经过对填料认真分析,发现填料的硬度较高,当介质压力升起来以后,V形填料的唇边变形量小,也就是说,在唇尖处无法形成足够的接触应力,因此发生泄漏。知道了这个原因以后,那么解决的办法就是将V环的硬度降下来,决定在国内制作,代替进口。
解决办法:增加一组V形环,即有四道V形环,把压环和支撑环的轴向长度缩短,但保证填料组的总长度不变。压环和支撑环采用聚四氟乙烯材料,两个V形环采用聚四氟乙烯材料,另两个V形环采用夹布橡胶材料。在安装时,两个夹 密封布橡胶环放在两个聚四氟乙烯环中间。
安装使用以后效果很好,大大延长了使用寿命,使用时间由原来的十天,提高到两个月。在使用过程中,如果填料有轻微的泄漏,还可以上紧填料螺栓,继续使用一段时间。
从理论上讲,往复泵不用灌泵也可以实现自吸,在实际应用时,最好是在缸内充满液体,这样泵起动以后,可以立即实现吸排,而且避免了柱塞干磨,减少磨损。
在实际应用上,出故障最多的是:偏心套的上下调节机构出现卡死现象,N型轴既不能向上移动,也不能向下移动。究其原因,原来是蜗轮、蜗杆进给到了边缘,跳出啮合范围,而操作人员仍然用力拧调节杆,导致调节杆扭断。在调节机构上增加了限位挡板,使蜗轮、蜗杆在一定的范围内使用,而又不影响调节冲程。
根据隔膜泵的故障统计,80%的故障是由于隔膜失效引起的,其次是出入口单向阀密封失效,而柱塞磨损、填料泄漏的故障发生几率较小。
每次更换新膜片以后,都要在膜片间注人液压油,将膜片内的气体挤出去。
在底部有注油孔,从底部注油,油从上边的孔出来,确认没有气体为止。如果流量片间有气体,就会影响排量,或是根本没有排量。在现场一般用注射器进行注油。
为了保证计量精度,许多轴向柱塞泵的出入口阀均为双层球阀结构,即两组单向阀串联成一组使用。
上一条:
向柱塞泵公司管理者言必行,行必果
下一条:
柱塞泵的检修规程
轴向柱塞泵
防爆正压柜
折弯机
防爆电器
防爆电器控制箱
立轴矩台平面磨床
静态混合器
液压机
平面磨床
卷板机厂家
2016 - 2020 启东市东方液压件有限公司
网站管理
苏ICP备2023009515号